!
Уважаемые клиенты и партнеры!
Информируем вас об изменении наименования юридического лица:
Официальное письмо-уведомление об изменении наименования юридического лица >
График работы в праздничные дни:
28 декабря 2024 - рабочий день, 30 и 31 декабря 2024 - нерабочие дни, 01 – 08 января 2025 – Новогодние каникулы, 09 января 2025 – рабочий день
!
Уважаемые клиенты и партнеры!
Информируем вас об изменении наименования юридического лица:
Официальное письмо-уведомление об изменении наименования юридического лица >

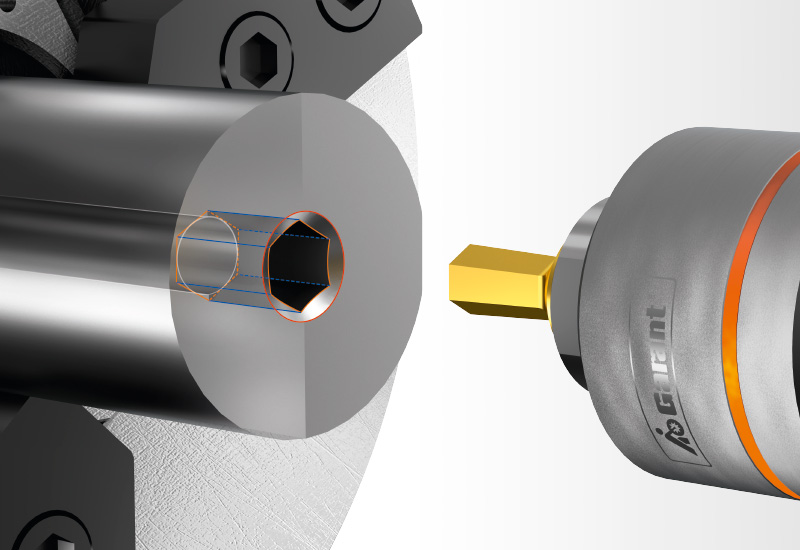
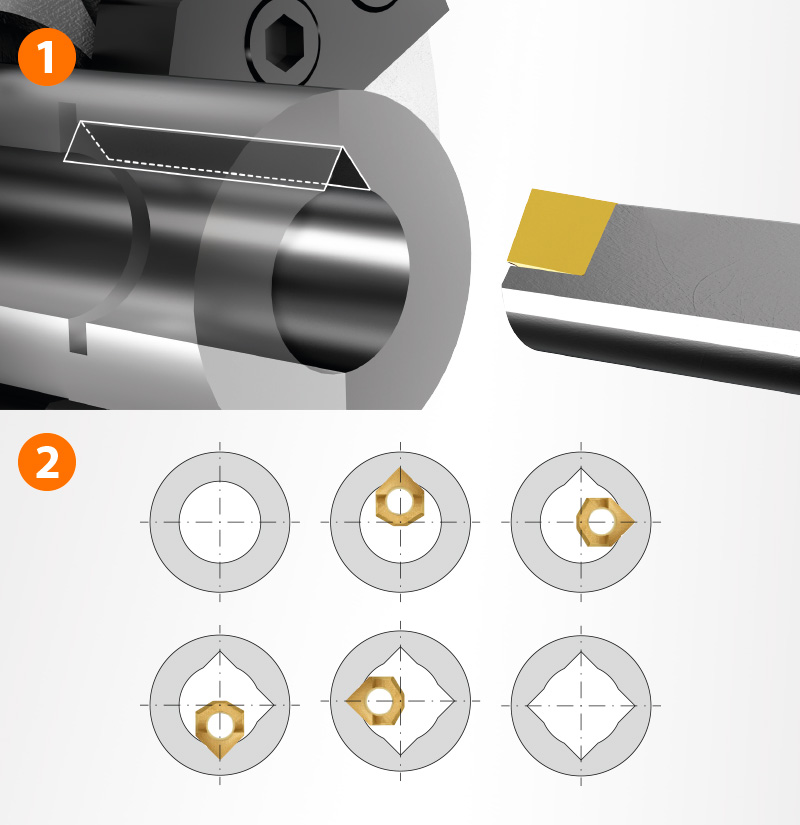
Ротационная прошивка GARANT

Ротационные прошивки GARANT